联系我们

当前位置:
天津 鑫铭万通商贸有限公司(营口分公司) >
营口当地频道中心
钢板酸洗磷化无缝管一周内发货
更新时间:2025-05-03 05:16:19 ip归属地:营口,天气:阴,温度:14 浏览次数:34 公司名称:天津 鑫铭万通商贸有限公司(营口分公司)
以下是:钢板酸洗磷化无缝管一周内发货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 302 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
以下是:钢板酸洗磷化无缝管一周内发货的图文视频

选购钢板酸洗磷化无缝管一周内发货来辽宁省营口市找鑫铭万通商贸有限公司(营口分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-13752667388,{QQ:46046714},地址:[北辰区北辰大厦4-1012]。 辽宁省,营口市 2019年7月,营口市获得“中国(区域)投资营商价值城市”称号。2020年10月,获评全国双拥模范城。2022年12月,获评中国幸福感城市。
钢板酸洗磷化无缝管一周内发货产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢板酸洗磷化无缝管一周内发货的图文介绍
鑫铭万通商贸有限公司(营口分公司)为您提供详细的 酸洗钝化无缝管产品报价、参数、图片等商品信息,如需进一步了解 酸洗钝化无缝管,请与厂家直接联系。


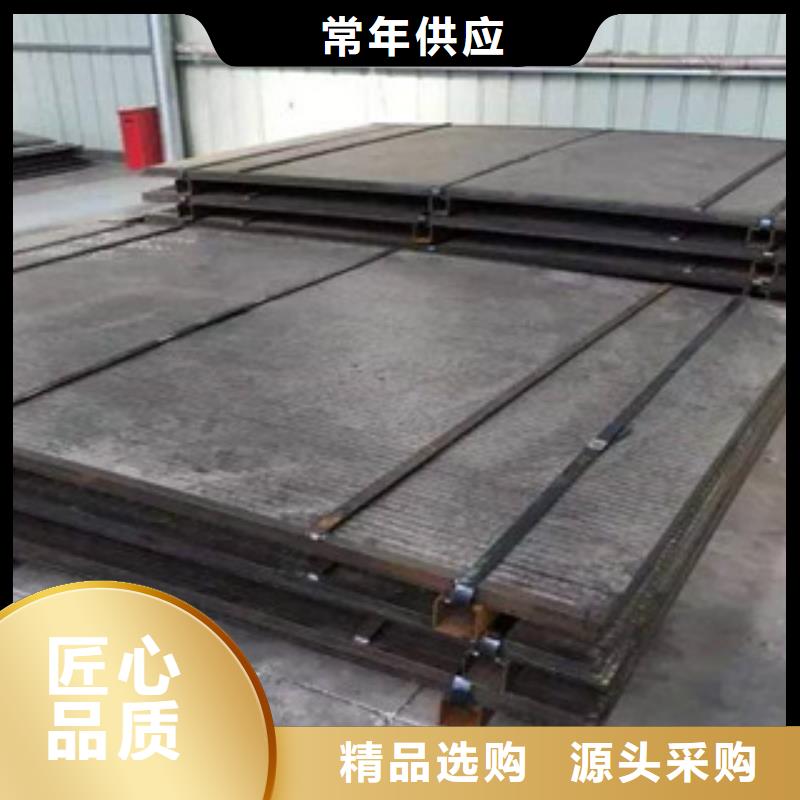
实际生产中需要对堆焊复合耐磨板进行热处理,但是如果这部分操作稍有不慎的话,就有可能使堆焊复合耐磨板形成过热。那产生过热以后,堆焊复合耐磨板会呈现出什么样的组织表现呢?
热处理过程中,由于堆焊复合耐磨板的合金化程度比较高,熔点又相对比较低,所以淬火温度与熔点很接近,一旦把握不好的话堆焊复合耐磨板就会因淬火过热或过烧引起过热。
通过试验和分析证明,堆焊复合耐磨板过热以后会使其其晶粒变得组大。 不仅如此,组织中的残留奥氏体也会增多,这是因为堆焊复合耐磨板被高温加热以后,奥氏体中溶解的碳及合金元素会有所提高,从而使堆焊复合耐磨板中的马氏体转变点降低。另外,过热的堆焊复合耐磨板组织中还可以见到多角形的碳化物,这就是高温处理后的产物。
热处理过程中,由于堆焊复合耐磨板的合金化程度比较高,熔点又相对比较低,所以淬火温度与熔点很接近,一旦把握不好的话堆焊复合耐磨板就会因淬火过热或过烧引起过热。
通过试验和分析证明,堆焊复合耐磨板过热以后会使其其晶粒变得组大。 不仅如此,组织中的残留奥氏体也会增多,这是因为堆焊复合耐磨板被高温加热以后,奥氏体中溶解的碳及合金元素会有所提高,从而使堆焊复合耐磨板中的马氏体转变点降低。另外,过热的堆焊复合耐磨板组织中还可以见到多角形的碳化物,这就是高温处理后的产物。



在防腐作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时焊缝越高则防腐层就越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这就加大了防腐的成本。
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状



为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。
今年在辽宁省营口市购买钢板酸洗磷化无缝管一周内发货有了新选择,鑫铭万通商贸有限公司(营口分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的钢板酸洗磷化无缝管一周内发货产品。如需购买或咨询,请随时联系我们,联系人:李经理-13752667388,QQ:46046714,地址:北辰区北辰大厦4-1012。