





融拓金属材料有限公司(乌海分公司)主营产品: 合金钢板。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。


热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



在公司发展壮大的8年里,融拓金属材料有限公司(乌海分公司)始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 合金钢板。我们有好的 合金钢板产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.



规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
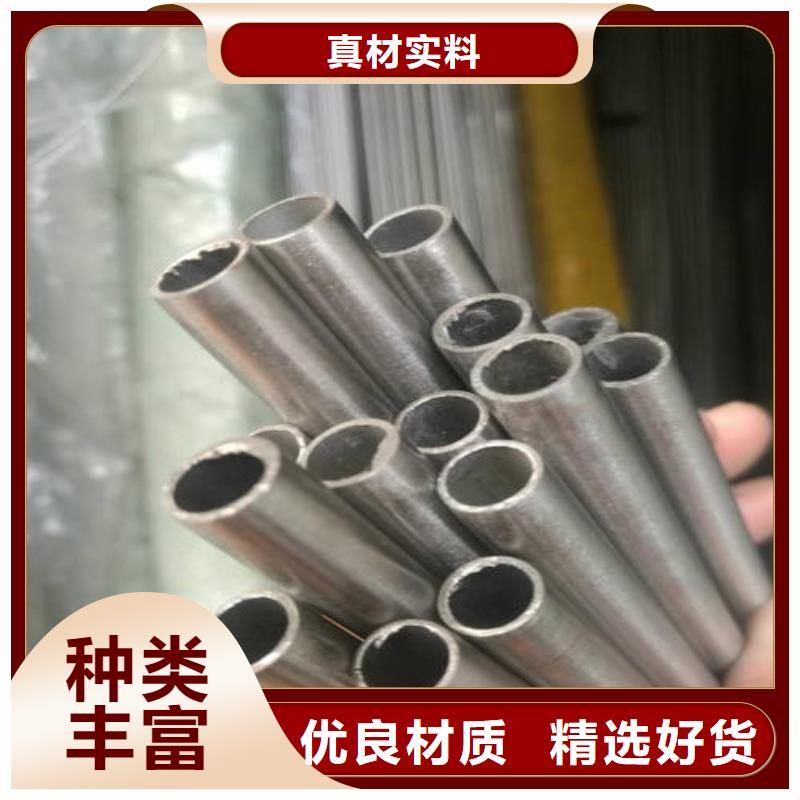
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。


精轧管生产工艺特点:精轧管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。



