以下是:焊管Q345B无缝钢管用品质赢得客户信赖的产品参数
| 产品参数 |
|---|
| 产品价格 | 388 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品名 | 焊管 |
|---|
| 货号 | 00008 |
|---|
| 材质 | 齐全 |
|---|
| 规格 | 齐全 |
|---|
| 仓库 | 五金库 |
|---|
| 产地/厂家 | 山东 |
|---|
| 计重方式 | 过磅 |
|---|
| 质量等级 | 正品 |
|---|
| 配送服务 | 可配送到厂 |
|---|
| 加工服务 | 可定制加工 |
|---|
| 用途范围 | 结构,流体,建筑装饰,机械加工等 |
|---|
| 产品表面描述 | 光滑,无毛刺 |
|---|
| 是否进口 | 否 |
|---|
以下是:焊管Q345B无缝钢管用品质赢得客户信赖的图文视频
焊管Q345B无缝钢管用品质赢得客户信赖,武恒金属制品有限公司专业从事焊管Q345B无缝钢管用品质赢得客户信赖,联系人:武经理,电话:0635-8889646、13563578859,QQ:1853060103,发货地:聊城汇通国际金属物流园发货到北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区,以下是焊管Q345B无缝钢管用品质赢得客户信赖的详细页面。 北京市 北京市地处中国北部、华北平原北部,东与天津市毗连,其余均与河北省相邻,中心位于东经116°20′、北纬39°56′,是世界古都和现代化国际城市,也是中国共产党中央委员会、中华人民共和国中央人民政府和中华人民共和国全国人民代表大会常务委员会所在地。
为了给您提供更的焊管Q345B无缝钢管用品质赢得客户信赖产品信息,解锁焊管Q345B无缝钢管用品质赢得客户信赖产品新体验,视频带你玩转每个细节!
以下是:焊管Q345B无缝钢管用品质赢得客户信赖的图文介绍


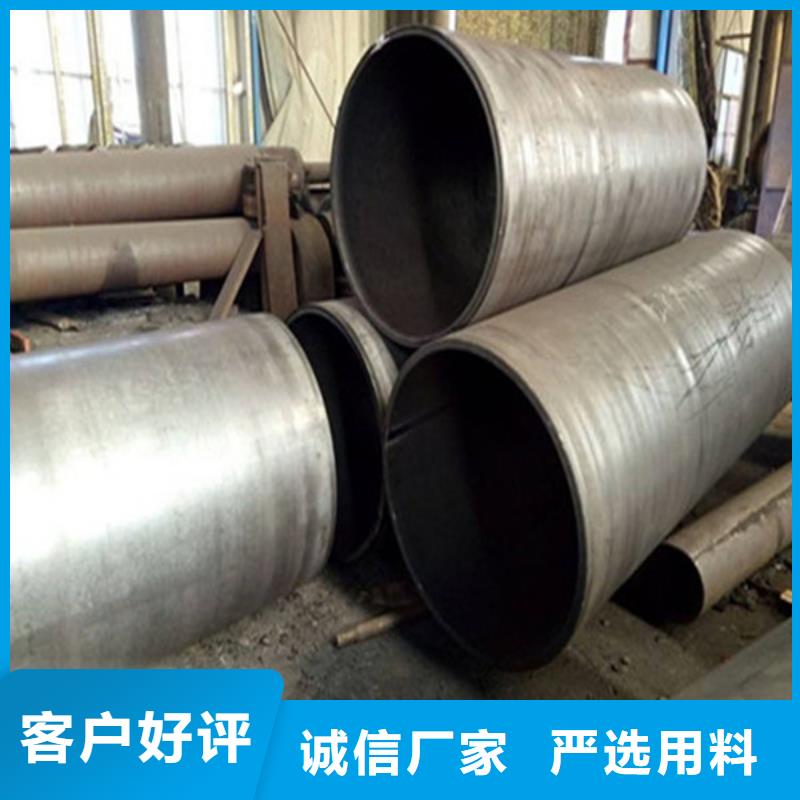
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
产品标准
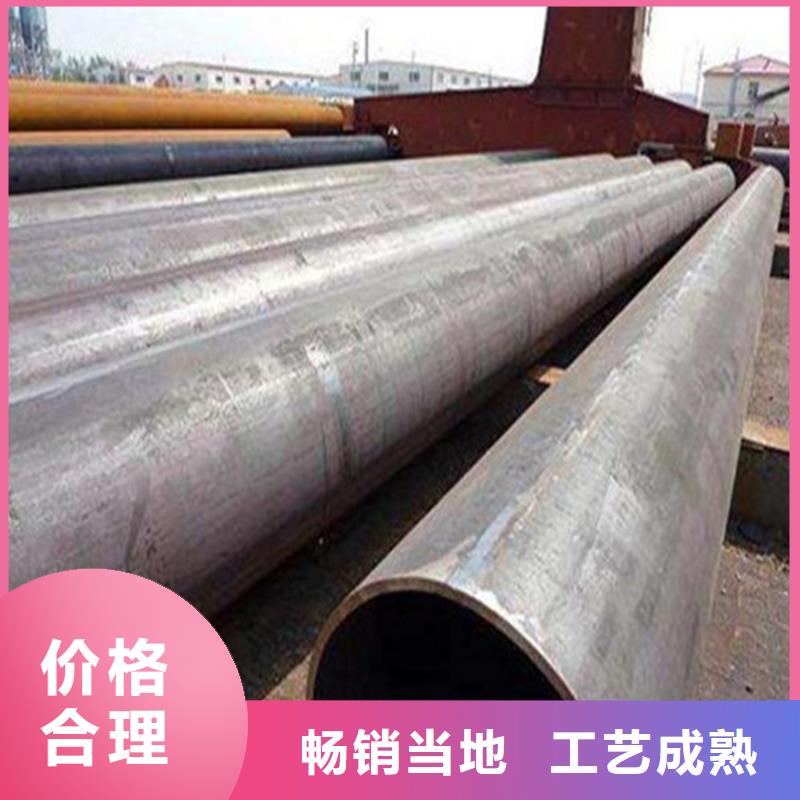
焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
武恒金属制品有限公司可生产直径Φ57mm—2020mm,壁厚3mm—60mm,长度3m—14m,材质20#、16Mn、Q235B、L245 L290 L360 合金钢、不锈钢等高钢级钢管均可制造生产,各种非型号壁厚钢管规格可达到1000余种,日产800余吨;生产周期短,交货快,执行GB/T9711.3—2008的高国内标准和美国石油协会API5L标准。广泛用于石油、天然气、钢结构、热力发电、轮船制造、基础打桩等重大工程。聊城众顺钢材有限公司崇尚"财上平如水,人中直似衡";"诚为本,质量为根",发扬我中华千古不变的传统美德;众顺公司标准是"没有好,只有更好",众顺公司的核心目标是"以人为本、以德兴业、创百年品牌;互惠互利、长期共存"。



武恒金属制品有限公司在建立现代企业制度的基础上,建立了一套完善的人事管理、生产管理、质量管理、财务管理、营销管理、信息管理等综合管理体系。公司研发中心拥有雄厚的科技力量和强大的科研实力,汇聚海内外专家学者进行科研攻关。 公司 北京厚壁方管生产基地拥有国际技术水平的生产环境的生产设备, 以及正在完善适合公司发展、适应市场需求的运营模式。在这个充满机遇挑战的新的历史时期,公司将以市场为导向,以人才为根本,以技术为支撑,以资本为纽带,打造一个实力雄厚、核心竞争力强大的国际化企业。在这里,我们将用信念、追求和执着开启新的航程,乘风破浪,勇往直前,驶向我们的理想和目标。


焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:
GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。
GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放用直缝焊接钢管。其代表材质Q235A、B级钢。
GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。
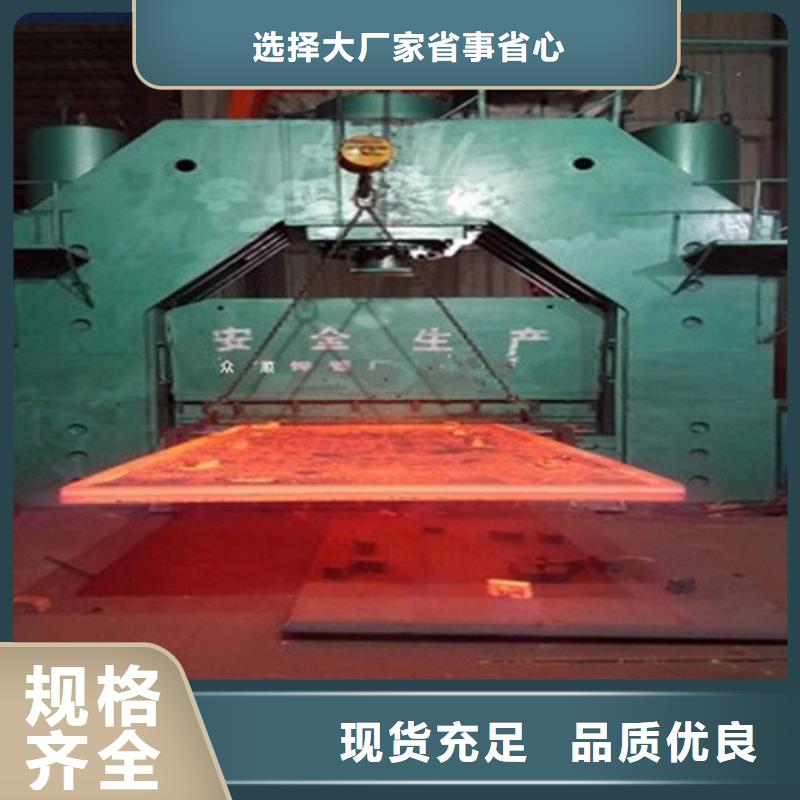
生产流程
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。



zsgc

1碳钢焊接钢管质量应符合下列要求:
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。
焊管Q345B无缝钢管用品质赢得客户信赖_武恒金属制品有限公司,固定电话:13563578859,移动电话:0635-8889646,联系人:武经理,QQ:1853060103,汇通国际金属物流园 发货到 北京市。